




Σύστημα αυλάκωσης καθόδου χαλκού
Επισκόπηση προϊόντος
Το Copper Cathode Corrugation Press System είναι μια προηγμένη αυτοματοποιημένη λύση που έχει σχεδιαστεί για την ανάγλυφη χάραξη μοτίβων αυλάκωσης σε φύλλα εκκίνησης καθόδου χαλκού για εργασίες ηλεκτροδιύλισης και ηλεκτροδιύλισης. Αυτό το εξελιγμένο σύστημα ενσωματώνει ρομποτικό χειρισμό, συμπίεση ακριβείας και αυτοματοποιημένη στοίβαξη για να απλοποιήσει την προετοιμασία του φύλλου καθόδου με ελάχιστη χειροκίνητη παρέμβαση.
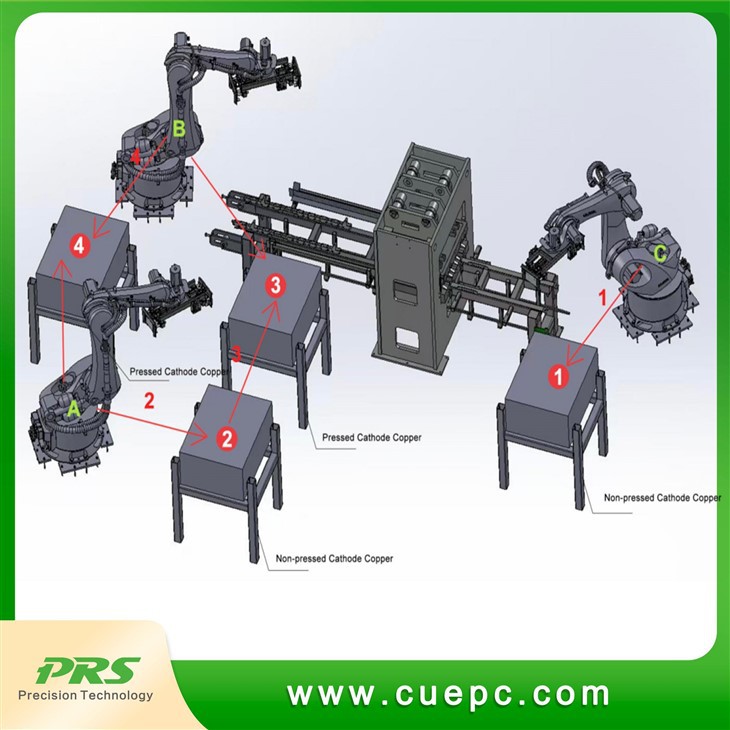
Το σύστημα χρησιμοποιεί τρία συντονισμένα βιομηχανικά ρομπότ που λειτουργούν παράλληλα για να μεγιστοποιήσουν την απόδοση απόδοσης. Το ρομπότ C τοποθετεί μη-πρεσαρισμένες καθόδους στην πρέσα αυλάκωσης, το ρομπότ Α στοιβάζει ταυτόχρονα μη-πεπιεσμένα φύλλα σε σχάρες συλλογής και το ρομπότ Β αφαιρεί και στοιβάζει τις φρεσκοσυμπιεσμένες κυματοειδείς καθόδους. Αυτή η έξυπνη ροή εργασίας εξαλείφει τον χρόνο αναμονής και αυξάνει σημαντικά την ικανότητα επεξεργασίας σε σύγκριση με τις διαδοχικές λειτουργίες.
Τα φύλλα εκκίνησης κυματοειδούς καθόδου είναι απαραίτητα για την ηλεκτροπαραγωγή και τον καθαρισμό του χαλκού, καθώς το ανάγλυφο σχέδιο διευκολύνει την ευκολότερη απογύμνωση του εναποτιθέμενου χαλκού και βελτιώνει την κατανομή του ρεύματος στην επιφάνεια της καθόδου. Αυτό το αυτοματοποιημένο σύστημα εξασφαλίζει σταθερή ποιότητα αυλάκωσης, σωστό χειρισμό φύλλων και αποτελεσματική ενσωμάτωση με μηχανές απογύμνωσης καθόδου.

Τεχνικές Προδιαγραφές
| Προσδιορισμός | Καθέκαστα |
|---|---|
| Διαμόρφωση συστήματος | Τρία βιομηχανικά ρομπότ + πρέσα αυλάκωσης + σύστημα μεταφοράς |
| Λειτουργίες ρομπότ |
- Ρομπότ Γ: Φόρτωση μη-καθόδων σε - Ρομπότ Α: Παράλληλη στοίβαξη μη-πιεσμένων - Ρομπότ Β: Εκφόρτωση και στοίβαξη συμπιεσμένων καθόδων |
| Σταθμοί εργασίας |
- Σταθμοί ① & ②: Ακατέργαστο - Σταθμοί ③ & ④: Τελειωμένα ράφια συλλογής καθόδου |
| Πατήστε Τύπος | Υδραυλική πρέσα αυλάκωσης με εργαλεία ακριβείας |
| Σύστημα Μεταφορέων | Μεταφορέας αλυσίδας με έλεγχο μεταβλητής ταχύτητας |
| Σύστημα Ελέγχου | PLC με διασύνδεση HMI οθόνης αφής |
| Χαρακτηριστικά Ασφαλείας | Φωτεινές κουρτίνες, κλειδαριές, στάσεις έκτακτης ανάγκης, φύλαξη |
| Τροφοδοτικό | Τριφασική-βιομηχανική ενέργεια (οι προδιαγραφές παρέχονται με την παραγγελία) |
| Συμβατότητα καθόδου | Δυνατότητα διαμόρφωσης για διάφορες διαστάσεις φύλλου |
| Υλικά Κατασκευών | Πλαίσιο από ανθρακούχο χάλυβα με ανοξείδωτο χάλυβα στις περιοχές επαφής |
| Λειτουργία | Πλήρως αυτοματοποιημένο με δυνατότητα χειροκίνητης παράκαμψης |

Βασικά Χαρακτηριστικά
1. Τριπλό-Αυτοματοποιημένο σύστημα ρομπότ
Τρία βιομηχανικά ρομπότ λειτουργούν σε συντονισμένη παράλληλη λειτουργία:
- Ρομπότ C (Φόρτωση): Επιλέγει μη-πιεσμένες καθόδους από το σταθμό εργασίας ① και τις τροφοδοτεί στην πρέσα αυλάκωσης μέσω της αλυσίδας μεταφορέων
- Ρομπότ Α (Παράλληλη στοίβαξη): Ταυτόχρονα μεταφέρει μη-καθόδους από το σταθμό εργασίας ② απευθείας στα ράφια συλλογής ③ ή ④ ενώ συμβαίνει το πάτημα
- Ρομπότ Β (εκφόρτωση): Αφαιρεί τις συμπιεσμένες κυματοειδείς καθόδους και τις στοιβάζει σε ράφια ③ ή ④
Αυτή η αρχιτεκτονική παράλληλης επεξεργασίας εξαλείφει τον χρόνο αδράνειας και αυξάνει δραματικά την απόδοση απόδοσης.
2. Πρεσάρισμα αυλάκωσης ακριβείας
Το σύστημα υδραυλικής πρέσας υψηλής{0}}δύναμης αποτυπώνει σταθερά μοτίβα αυλάκωσης σε ολόκληρη την επιφάνεια της καθόδου. Τα εργαλεία ακριβείας εξασφαλίζουν ομοιόμορφο βάθος σχεδίου και απόσταση, κρίσιμης σημασίας για τη βέλτιστη απόδοση απογύμνωσης και την κατανομή ρεύματος κατά την ηλεκτρόλυση.
3. Αυτοματοποιημένη τροφοδοσία μεταφορέων
Το ενσωματωμένο σύστημα μεταφοράς αλυσίδας μεταφέρει ομαλά τα φύλλα καθόδου από τη θέση φόρτωσης στον θάλαμο πρέσας, εξασφαλίζοντας ακριβή ευθυγράμμιση και σταθερά αποτελέσματα συμπίεσης. Ο έλεγχος μεταβλητής ταχύτητας δέχεται διαφορετικά μεγέθη φύλλων και ρυθμούς παραγωγής.
4. Σύστημα ραφιών διπλής συλλογής
Οι σταθμοί εργασίας ③ και ④ χρησιμεύουν ως εναλλακτικά σημεία συλλογής τόσο για μη-πρεσαρισμένες και για συμπιεσμένες καθόδους. Αυτή η διαμόρφωση διπλού-ραφιού επιτρέπει τη συνεχή λειτουργία, ενώ επιτρέπει την αφαίρεση ολοκληρωμένων στοίβων με περονοφόρο ανυψωτικό ή γερανό χωρίς διακοπή της παραγωγής.
5. Έξυπνος Έλεγχος Διαδικασιών
Ο προγραμματιζόμενος λογικός ελεγκτής (PLC) συντονίζει και τα τρία ρομπότ, τον κύκλο πίεσης και τη λειτουργία του μεταφορέα. Το σύστημα βελτιστοποιεί το χρονισμό και την αλληλουχία για να διατηρεί τη μέγιστη απόδοση, ενώ παράλληλα αποτρέπει τις συγκρούσεις και διασφαλίζει την ασφαλή λειτουργία.
6. Εύκαμπτος χειρισμός φύλλων
Το σύστημα προσαρμόζει διάφορες διαστάσεις φύλλου εκκίνησης καθόδου που χρησιμοποιούνται συνήθως στην ηλεκτρονικοποίηση και στην ηλεκτροδιύλιση. Τα ρυθμιζόμενα εργαλεία και οι προγραμματιζόμενες θέσεις ρομπότ επιτρέπουν τη γρήγορη εναλλαγή μεταξύ διαφορετικών προδιαγραφών φύλλων.
7. Χαρακτηριστικά Διασφάλισης Ποιότητας
Οι ενσωματωμένοι αισθητήρες παρακολουθούν την παρουσία του φύλλου, τη δύναμη πίεσης και την ποιότητα αυλάκωσης. Το σύστημα ελέγχου μπορεί να ανιχνεύσει και να επισημάνει ελαττωματικά φύλλα, διατηρώντας σταθερή ποιότητα εξόδου.
8. Χειριστής-Φιλική διεπαφή
Η οθόνη αφής HMI παρέχει διαισθητικό έλεγχο σε όλες τις λειτουργίες του συστήματος, όπως:
- Παρακολούθηση παραγωγής και στατιστικές
- Ρύθμιση παραμέτρων για διαφορετικούς τύπους καθόδου
- Διαγνωστικές πληροφορίες και διαχείριση συναγερμών
- Λειτουργίες χειροκίνητου ελέγχου για ρύθμιση και αντιμετώπιση προβλημάτων
9. Συστήματα Ασφαλείας
Ολοκληρωμένα χαρακτηριστικά ασφαλείας προστατεύουν το προσωπικό και τον εξοπλισμό:
- Φωτεινές κουρτίνες και κλειδώματα ασφαλείας γύρω από τις ζώνες εργασίας ρομπότ
- Κυκλώματα διακοπής έκτακτης ανάγκης με άμεση ανταπόκριση
- Πιέστε φύλαξη με διακόπτες κλειδώματος
- Ηχητικές και οπτικές προειδοποιήσεις κατά την αυτοματοποιημένη λειτουργία
10. Compact Footprint Design
Η αποτελεσματική διάταξη ελαχιστοποιεί τις απαιτήσεις χώρου δαπέδου διατηρώντας παράλληλα την πλήρη λειτουργικότητα. Το σύστημα μπορεί να ενσωματωθεί σε υπάρχουσες γραμμές επεξεργασίας καθόδου ή να εγκατασταθεί ως αυτόνομος σταθμός προετοιμασίας.
FAQ - Πλυντήριο ρούχων χρησιμοποιημένου ανόδου
Ε1: Ποια είναι η ικανότητα επεξεργασίας αυτού του συστήματος;
Α: Η ικανότητα επεξεργασίας εξαρτάται από τις διαστάσεις του φύλλου καθόδου και τον χρόνο του κύκλου πίεσης, αλλά η παράλληλη λειτουργία ρομπότ αυξάνει σημαντικά την απόδοση σε σύγκριση με τα διαδοχικά συστήματα. Οι τυπικοί ρυθμοί παραγωγής κυμαίνονται από 60-120 φύλλα την ώρα. Η ακριβής χωρητικότητα θα πρέπει να επιβεβαιωθεί με βάση το συγκεκριμένο μέγεθος φύλλου και τις απαιτήσεις αυλάκωσης.
Ε2: Ποια μεγέθη φύλλου καθόδου μπορούν να υποστούν επεξεργασία;
Α: Το σύστημα μπορεί να διαμορφωθεί για διάφορες διαστάσεις φύλλου εκκίνησης καθόδου. Τα κοινά μεγέθη κυμαίνονται από 1,0 mx 1,0 m έως 1,2 mx 1,5 m, αλλά είναι διαθέσιμες προσαρμοσμένες διαμορφώσεις. Οι απαιτήσεις μεγέθους φύλλου θα πρέπει να προσδιορίζονται κατά τη διαδικασία παραγγελίας για να διασφαλιστεί η σωστή χρήση εργαλείων και η κατάλληλη πρόσβαση στο ρομπότ.
Ε3: Πώς διατηρείται η συνοχή του σχεδίου αυλάκωσης;
Α: Η υδραυλική πίεση ακριβείας με ελεγχόμενη δύναμη και χρόνο παραμονής εξασφαλίζει ομοιόμορφο βάθος σχεδίου σε όλα τα φύλλα. Η τακτική επιθεώρηση και συντήρηση εργαλείων διατηρεί την ποιότητα του σχεδίου καθ' όλη τη διάρκεια της παραγωγής.
Ε4: Μπορεί το σύστημα να χειριστεί διαφορετικά μοτίβα αυλάκωσης;
Α: Ναι, μπορούν να εγκατασταθούν διαφορετικές μήτρες αυλάκωσης για την προσαρμογή διαφόρων προδιαγραφών σχεδίων. Η αλλαγή απαιτεί αντικατάσταση της μήτρας πρέσας και ενδέχεται να χρειαστούν προσαρμογές θέσης ρομπότ, οι οποίες συνήθως μπορούν να ολοκληρωθούν μέσα σε λίγες ώρες.
Δημοφιλείς Ετικέτες: Σύστημα πιεστηρίου αυλάκωσης καθόδου χαλκού, προμηθευτές συστημάτων πιεστηρίου αυλακώσεων καθόδου χαλκού
Ένα ζευγάρι
24T + 5T Εναέριος γερανόςΜπορεί επίσης να σας αρέσει






Αποστολή ερώτησής